
Hizkuntza
Produktuen bilaketa
Hizkuntza
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Enpresaren Albisteak
DMAIC - Mekanizatutako piezen kalitatearen etengabeko hobekuntza erraztea
2025-09-19Konpainiaren kalitate-politika eta kudeaketa-filosofiari atxikita "Norbere burua asebetetzea, bezeroak asetzea, zintzoa eta fidagarria izan eta bikaintasuna lortzeko ahalegina", etengabe eskaintzen diegu bezeroei kostu-eraginkortasun handiagoa eta kalitate egonkorragoko produktuak. Duela gutxi, mekanizazio tailerrean, fenomeno bat gertatu da, non funtsezko prozesu batzuen dimentsio edo tolerantzia geometrikoak ezegonkorrak diren prozesatu ondoren eta 6 - Sigma kontrol-eskakizunak betetzen ez dituztenak. Enpresako zuzendaritzak garrantzi handia ematen dio horri eta tailerra sustatu du tailerraren kalitatea hobetzeko lantalde bat osatzeko. Lantalde hau dagozkien sailetako buruzagiek, ingeniari garrantzitsuak, taldeburuek eta lehen mailako produkzioko langileek osatzen dute. 6 - Sigma hobekuntzaren DMAIC metodoa erabiliz, kalitatea hobetzeko kanpaina integrala jarri da abian. Hobekuntza-jarduera batzuen bidez, hala nola aurrekarien ikerketa, datu-bilketa, arazoen laburpena, kausen analisia eta epe laburreko eta epe luzerako hobekuntza-neurrien formulazioa, kalitatea hobetzeko lana erabat burutu da. Hobekuntza-jarduera honek 6 - Sigma hobetzeko tresnak modu paraleloan ulertzeko, aplikatzeko eta sustatzeko oinarrizko kudeatzaile eta langileen gaitasun praktikoa hobetu du. Mekanizatutako piezen kalitate-ezaugarrien aldakuntza eta gorabeherak murrizten laguntzen du, eta, horrela, motorren fabrikazio-kalitate orokorra hobetzen du eta bezeroei kalitate hobeko produktuak eskaintzen laguntzen die.
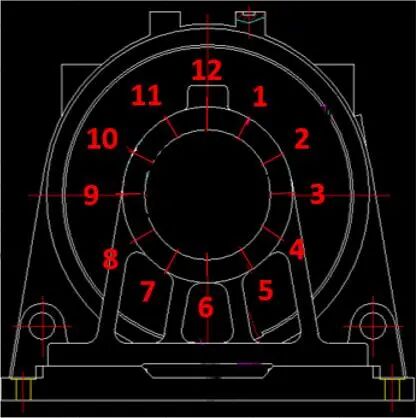
DMAIC hobekuntza prozesuak bost fase ditu: Definitu, Neurtu, Aztertu, Hobetu eta Kontrolatu. Bost fase hauek prozesu osoko kalitatea hobetzeko metodo bat osatzen dute, eta fase bakoitzak hainbat lan-urrats ditu. Hona hemen aurrealdeko eta atzeko errodamendu-ganberen koaxialtasuna eta muntaketaren amaierako aurpegiaren irtenaldia ezegonkorrak diren arazoaren hobekuntzaren deskribapen laburra: euskarri bikoitzeko makinaren oinarria eta errodamendu-ganberaren muntaia muntatu ondoren:
01 Definitu
Taldeko kide garrantzitsuek kalitatea hobetzeko bilera berezi bat egin zuten eta brainstorming erabili zuten taldearen hobekuntza-helburuak definitzeko:
• a) Arazoa: euskarri bikoitzeko makinaren oinarri-multzoaren errodamendu-eserlekuaren barruko zulo mekanizatu finaren koaxialtasuna ezegonkorra da. Muntaia egin ondoren, makina-oinarri osoaren errodamendu-ganberaren ihesak marrazketa-baldintzak betetzen ez dituen tolerantzia gainditzea eragingo du.
• b) Hobekuntza-helburua: akats-tasa 200 PPM baino txikiagoa da, eta errodamendu-ganberaren iraupena 0,05 mm baino txikiagoa da.

02 Neurria
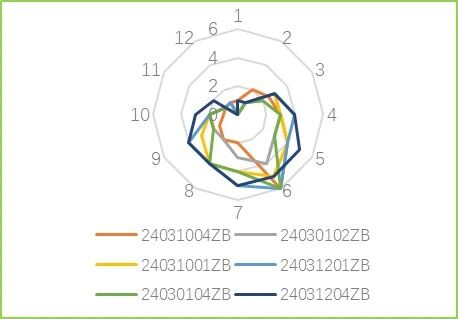
Hobekuntza-taldeak mekanizazio-prozesuarekin lotutako parametroetan eragina duten kalitate-taula diseinatu zuen. Taula honen arabera, dagozkien prozesuetako operadoreek datuak bildu zituzten, prozesuaren eta prozesuaren deskonposizioa, ebaketa-parametroen ezarpenak, tresnen eta tresnaren funtsezko parametroen ezarpenak, kokapen- eta estutze-indarraren ezarpenak eta erlazionatutako beste parametro batzuk. Datu-bilketa amaitu ondoren, radar-diagrama erabiltzen da egungo neurketa-sistemaren eraginkortasunaren ebaluazio objektiboa egiteko.
• a. Definitu Ebaluazio Parametroak
Kausa-eta-efektua arrain-hezur diagrama erabiliz, ideia-jasa egiteko, zerrendatu 5M2En eragin ditzaketen kausa-faktoreak (Giza, Makina, Materiala, Metodoa, Neurketa, Ingurumena, Energia) eta bildu iturri-datuak zerrenda moduan. Adibidez, estutze-indarraren eta deformazioaren arteko korrelazioa, makina-erremintaren abiadura eta ebaketa-parametroen ezarpenen arteko korrelazioa eta makina-erremintaren zehaztasun-parametroak.
• b. Datuak biltzea
Kalitatearen ezaugarri nagusiak eta prozesuko irteerako aldagai nagusiak baieztatu ondoren, ezagutu prozesuko sarrerako aldagai nagusiak. Prozesuaren ingeniariak langileak gidatzen ditu datuak biltzera.
• c. Neurtutako datuak ebaluatzea
Prozesuaren funtsezko aldagaietatik bildutako iturri-datuetan oinarrituta, kalkulatu datu estatistikoak, hala nola batezbestekoa, bariantza eta desbideratze estandarra. Marraztu Pareto diagrama, X/R kontrol diagrama edo radar diagrama azterketa gehiago egiteko. Esate baterako, datu radar-taularen bidez, ikus dezakegu makinaren oinarri-multzoaren errodamendu-eserlekuaren barne-zuloaren desbideratzea errodamendu-eserlekuaren barne-zuloaren deformazioak eragiten duela. Ondorio horretatik abiatuta, arrazoiak modu zehatz batean aztertu ditzakegu.
03 Aztertu
Taldeak analisi-tresnak erabiltzen ditu, hala nola PFMEA (Prozesuaren hutsegite modua eta efektuen analisia) eta arrain-hezurren diagramak, bildutako datuen kausen azterketa sakona egiteko eta kausa erroa aurkitzeko. Horrek datuen banaketa identifikatzea, joerak aldatzea, outliers identifikatzea, prozesu-aldagaien arteko erlazioa aztertzea eta balizko arazoen arrazoiak zehaztea barne hartzen ditu. Arazoen eta kausen arteko lotura ezarriz, taldeak arazoaren izaera sakon uler dezake eta konponbide eraginkorrak formulatzeko oinarriak ezarri. Esaterako, errodamendu-eserlekuaren barruko zuloaren desbideratze-datuen radar-diagramaren analisiaren bitartez, arazo honen kausen artean mekanizazioaren zurruntasunaren eta mekanizazio-indar zentrifugoaren eraginaren barnean ondorioztatu dezakegu. DOE (Design of Experiments) printzipioaren arabera, hobekuntza-plan bat diseinatzen da kausaren hipotesia baliozkoa den ala ez egiaztatzeko, eta, ondoren, oinarrizko kausa aurkitzen da.

04 Hobetu
Analisiaren eta egiaztapenaren emaitzetan oinarrituta, taldeak zuzendutako irtenbideak proposatu eta ezartzen ditu. Horrek prozesuen optimizazioa, teknologia berritzea, funtzionamendua hobetzea eta beste alderdi batzuk izan ditzake. Garrantzitsua da taldeak konponbideen eraginkortasuna egiaztatu behar duela, benetako funtzionamenduan espero diren emaitzak eman ditzaketela ziurtatzeko. Egiaztapena arrakastatsua izan ondoren, taldeak prozesuen deskribapena eta funtzionamendu metodoak eguneratuko ditu, soluzio berriak estandarizatu daitezkeela eta hobekuntza-emaitzak mekanizazio-prozesuan zehar sustatu ahal izateko. Esaterako, Y2 serieko makinen oinarri-multzoaren desbideratze-arazoa ebaztean, gure taldeak Analisi fasean aztertutako emaitzetan oinarritutako irtenbide zuzenduak proposatu zituen. Irtenbide horien artean, euskarri-puntuak gehitzea errodamendu-eserlekuaren posizio esekian, altzairuzko plakak gehitzea makinaren oinarriaren oinetan zurruntasuna hobetzeko eta kontrapisuak gehitzea makinaren oinarriaren oinen parean. Ondoren, probako prozesamenduaren egiaztapenak banan-banan egin ziren, prozesatzeko egiaztapen-datuek taldearen aurreikusitako helburuak betetzen zituztela baieztatzeko, eta azkenean irtenbide eraginkor bat aurkitu zen.

05 Kontrola
Kontrol fasea DMAIC metodoaren azken lotura da eta hobekuntza emaitzen iraunkortasuna bermatzeko gakoa ere bada. Fase honetan, taldeak kontrol-plan bat formulatu eta ezarriko du, prozesuen jarraipena, manipulazio anormala eta etengabeko hobekuntza barne. Prozesuaren errendimendua aldian-aldian kontrolatuz eta kontrol-estrategia egokituz, taldeak prozesua beti kontrolatutako egoeran dagoela ziurta dezake eta arazoa errepika ez dadin.

Mekanizazio-tailerreko hobekuntza-talde anitzetan Six Sigma DMAIC hobekuntza-tresnaren berariazko aplikazioaren bidez, langile guztien sentsibilizazioa eta gaitasun praktikoa hobetu da tresna hau etengabe erabiltzeko prozesuaren kalitatea hobetzeko. Tailerreko langile guztien berrikuntza eta hobetzeko bizitasuna bultzatu du, DMAIC metodoaren aplikazio zabala eta sakona sustatu du etorkizuneko hobekuntza proiektuetan, mekanizazio tailerreko langile guztien gaitasuna asko hobetu du kalitate anormaleko arazoak aztertzeko eta konpontzeko, eta hobekuntza prozesuan ikasteko, praktikatzeko eta hobekuntza-emaitzak gozatzeko dibertsioa aurkitzeko aukera eman die.
Albisteen Gomendioak

Estatorerako hortz bakarreko harilkadura modularrak estandar berri bat ezartzen du eraginkortasun handiko ekoizpenerako
2026-03-02
Kalitatezko jarduera Nidec Elevator Traction Machine Txina eta Indiaren artean
2026-03-02
NIDEC Elevator Motors-ek fabrika berria ezarri du Indian
2025-12-13
NIDEC Elevator Motors-en 19. "Zerbitzu Bidaia Hamar Milatan zehar" berotasunez hasiko da gaur!
2025-12-13
Apurtu industria probak egiteko botila-lepoak, independenteki garatutako FFT uhin-formaren analisi-sistemarekin
2025-10-31