
Hizkuntza
Produktuen bilaketa
Hizkuntza
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Enpresaren Albisteak
VSM Hobekuntza osoa ezartzea Lean ekoizpen sakona errazteko
2025-09-29Langile guztien prestakuntza lean integralaren ondoren, Nidec KDS Elevator Motors-en eragiketa-taldeak VSM (Value Stream Mapping) hartu zuen fabrikazio-prozesuan hobekuntzak abiarazteko oinarrizko tresna gisa. "VSM", edo Value Stream Mapping, ekoizpenean hondakinak identifikatu eta murrizteko diseinatuta dago, markoetan oinarritutako pentsamolde bat eta hurrengo hobekuntzak egiteko ekintza-ildo argiak ezartzen laguntzen diguna.

Esaerak dioen bezala, "Bidaia luze bat urrats txikiekin hasten da, eta ibai zabal bat erreka txikietatik sortzen da". VSM mailakako prestakuntza amaitu ondoren, inplementazio praktikoa martxan jarri zen azkenean!
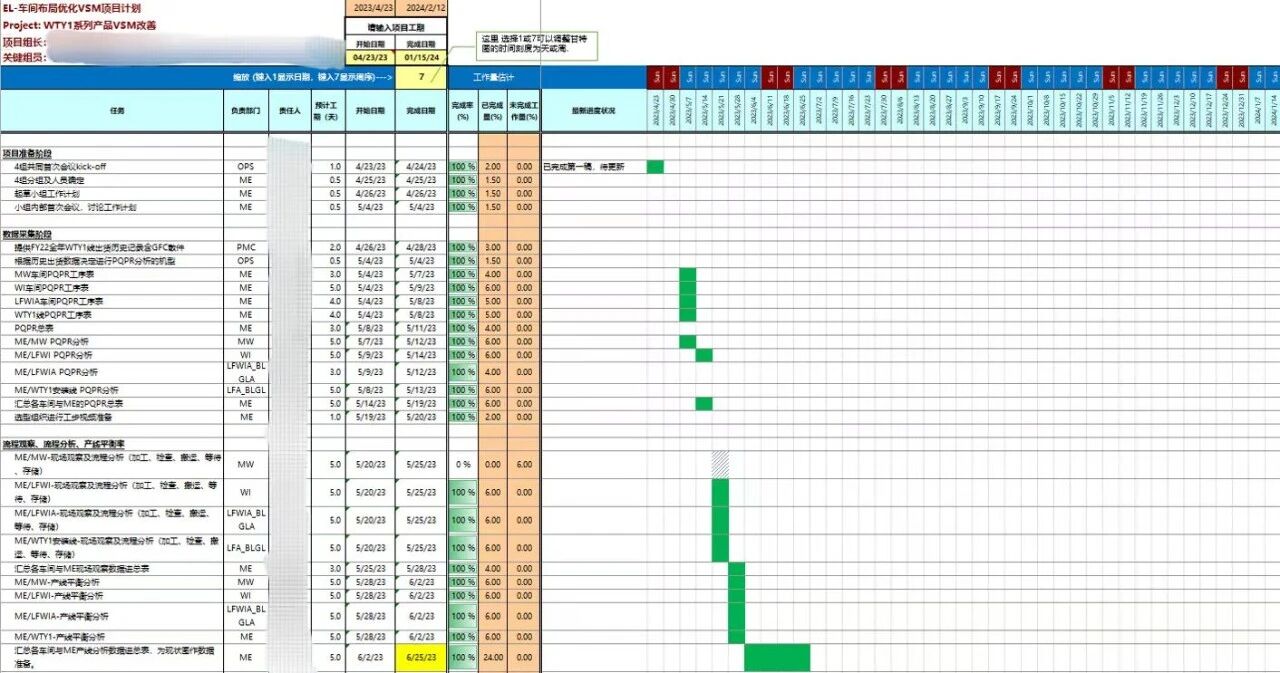
1. Proiektuaren Plangintza
Lehenik eta behin, proiektuaren sustapenaren ziklo luzea eta hobekuntzaren onurak hobeto erakusteko helburua kontuan hartuta, taldea 4 taldetan banatu zen produktu-familiaka, KDS-ren lehendik zeuden produktu-serie guztiak barne hartuta. Proiektu-talde bakoitzak dagokion produktu-familiaren barruan produktu tipikoak hautatu zituen, prozesu osoaren azterketa sakona egin zuen eta proiektuaren sustapen-plana egin zuen.
2. VSM Analisia
Sailen arteko hobekuntza-taldeak ezarri ziren eta rolak esleitu ziren Balio-korronteen maparen ardatz nagusietan oinarrituta. PMC (Production & Material Control) eta Produkzio departamentuak informazio-fluxuaren datuak biltzeaz arduratu ziren, eta ME (Manufacturing Engineering) sailak material-fluxuaren datuen bilketa kudeatzen zuen bitartean. Elkarrekin, egungo egoeraren Balio-korronteen mapa markatu zuten.

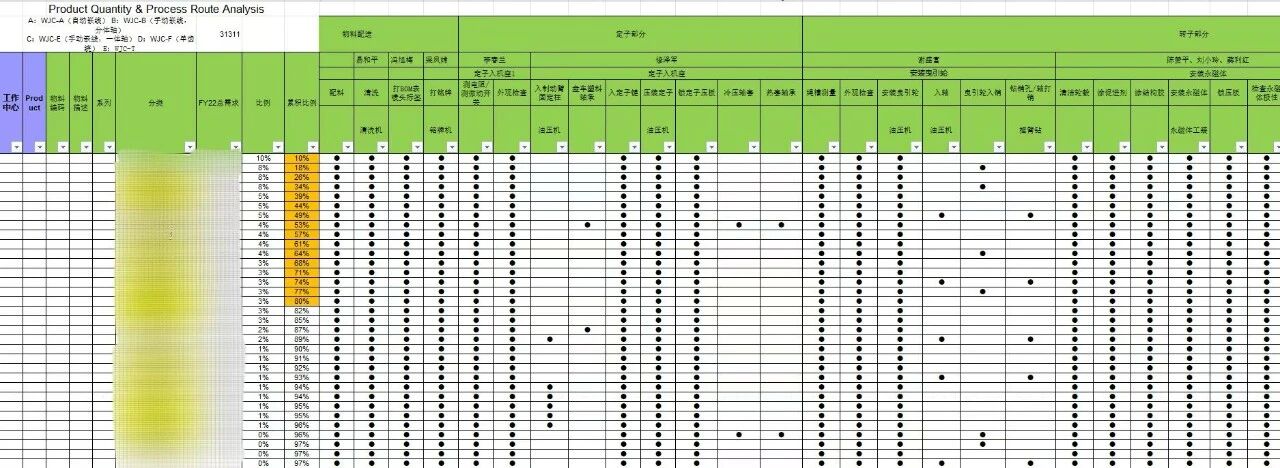
3. PQPR Analisia
PQPR (Product Quantity Process Routing) analisiaren bidez, taldeak hainbat produkturen arteko prozesu-desberdintasunak identifikatu zituen, produktuak sailkatu eta ekoizpen-lerroak arrazionalki antolatu zituen ekoizpen-eraginkortasuna hobetzeko.
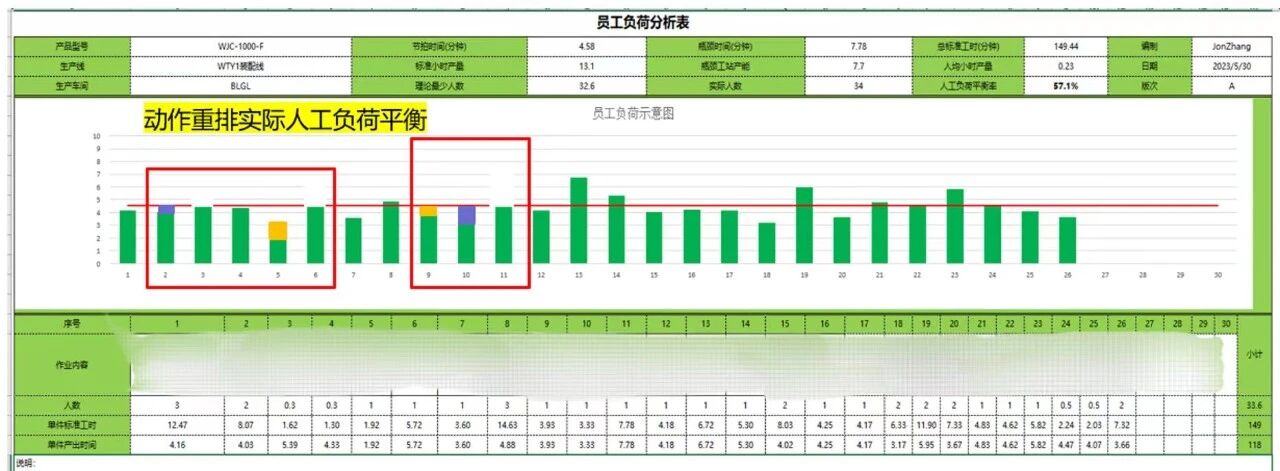
4. Langileen Lan-kargaren analisia
Balio-korronteen mapak eta gako aztertutako makina-ereduen egungo egoera-mapak eta balio-korronte leanen sei printzipioak konbinatuz (fluxua sortzea, denbora laburtzea, hondakinak murriztea, inbentarioa murriztea, langileen erabilera hobetzea eta espazioaren erabilera hobetzea), taldeak hobekuntza-aukerak identifikatu zituen lehen VSM analisiaren bidez.
Langileen lan-karga tasa oinarrizko elementua da gaitasuna hobetzeko. Prozesuen arteko ziklo-denborak ez-koherenteak zirela eta, benetako irteera nahiko baxua zen. Aurreko lerroen orekatze hobekuntzetatik pilatutako esperientzia aprobetxatuz, ME sailak lidergoa hartu zuen produkzio lerroko langileen lan-karga orekatzeko tasa handitzeko ekimenak bultzatzeko. Prozesuak optimizatzeko ECRS printzipioa (Kendu, Konbinatu, Berrantolatu, Sinplifikatu) aplikatuz, langileen lan-kargaren oreka tasa % 82tik gora iritsi zen.
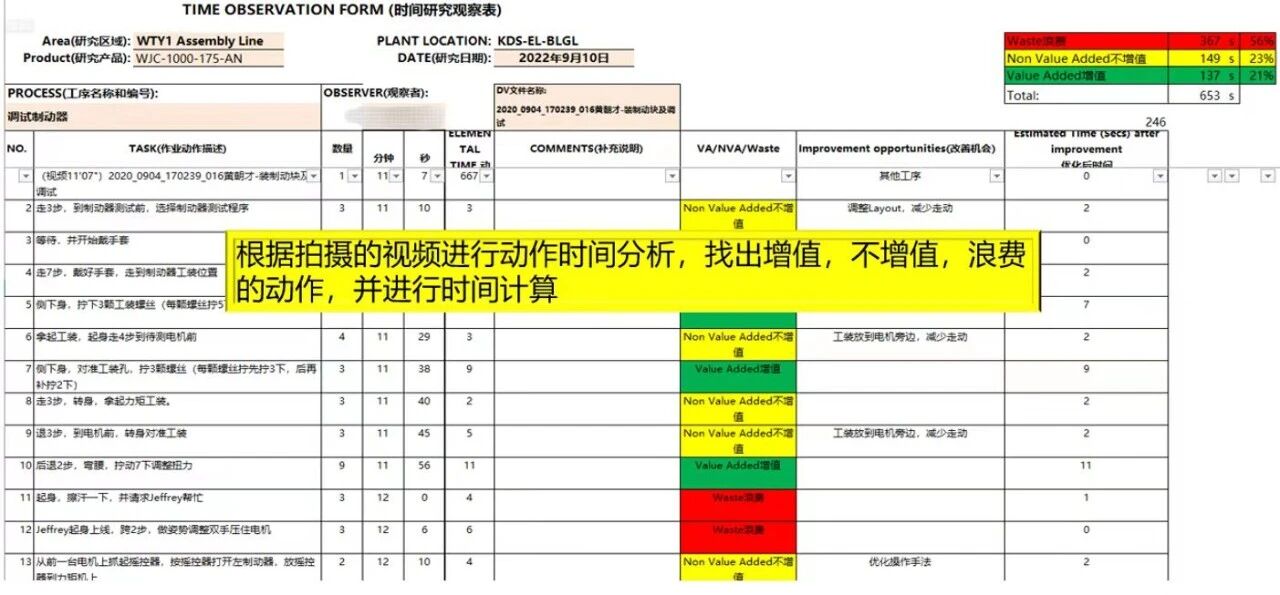
5. Denboraren analisia
Hobekuntza sistematikoko lehen tresna barnean sartu zenez, denboraren azterketak hobekuntza esperientzia sendoa pilatu du. Era berean, aitzindaria izan zen VSM hobekuntza-proiektu orokorrean, aurreko hobekuntzen jarraipen gisa eta proiektuaren ondorengo hobekuntzetarako lotura gisa. Hobekuntza-taldeek langile dedikatua esleitu zuten prozesu bakoitzean langileen eragiketak filmatzeko lanaldi-printzipio estandarren arabera. Taldeko kideek eta lehen mailako langileek elkarrekin bideoak behin eta berriz berrikusi zituzten, lan-mugimenduak deskonposatu eta aztertu zituzten, eta ideia-jasa kolektiboa egin zuten hobetzeko aukerak identifikatzeko eta iradokizunak proposatzeko, azken finean, hobekuntza-plan bat formulatuz.
6. Etorkizuneko Estatuko Balioen Korrontearen Maparen mapa egitea eta hura gauzatzeko ahalegina
Taldeen analisi-emaitzetan eta hobekuntza-helburuetan oinarrituta, hobekuntza-jarraibideak eta planak baieztatu ondoren, dagokion etorkizun-egoeraren Balio Korronteen Mapa marraztu zen. Denbora-analisitik eratorritako hobekuntza-planak gidatuta, taldeak aktiboki sustatu eta jarraipena egin zuen hobekuntza-zeregin guztien ezarpena, eta hobekuntzaren aurrerapena eta emaitzak berrikusi zituen asteko bileretan.
Hobekuntza-ekintza sorta hau ezarri eta balio-jarioa optimizatu ondoren, tailerreko eraginkortasuna % 15 handitu zen eta lanaldia % 10 murriztu zen. Hobekuntzak bilatzen jarraituko dugu tailerren eraginkortasuna are gehiago hobetzeko.
VSM hobekuntzaren helburua tira-ekoizpenerako etengabeko fluxu orokorra ezartzea da, hondakinak erabat ezabatzea eta neurririk handiena murriztea. Hau ez da behin-behineko jarduera: fabrikan hondakinak nonahi daude, eta hobekuntzarik ez dago. Hobekuntza-praktika guztietatik jasotako ikuspegiak laburbilduko ditugu, puntu zehatzetatik irudi zabalera zabalduko ditugu, elkarrengandik ondorioak aterako ditugu hobetzeko aukera gehiago identifikatzeko eta ikaskuntza sistematikoa orientabide gisa erabiliko dugu helburuak argitzeko eta aurrera egiteko. Taldekideek oinarria sendotu, hobekuntzan elkarlanean aritzea eta konpainiaren lehiakortasuna etengabe hobetzea eskatzen du, azken finean bezeroei arrakasta lortzen lagunduz!
Albisteen Gomendioak

Estatorerako hortz bakarreko harilkadura modularrak estandar berri bat ezartzen du eraginkortasun handiko ekoizpenerako
2026-03-02
Kalitatezko jarduera Nidec Elevator Traction Machine Txina eta Indiaren artean
2026-03-02
NIDEC Elevator Motors-ek fabrika berria ezarri du Indian
2025-12-13
NIDEC Elevator Motors-en 19. "Zerbitzu Bidaia Hamar Milatan zehar" berotasunez hasiko da gaur!
2025-12-13
Apurtu industria probak egiteko botila-lepoak, independenteki garatutako FFT uhin-formaren analisi-sistemarekin
2025-10-31